
Blog técnico · Embobinado y rebobinado industrial
Embobinado de Motores Eléctricos Industriales — Guía Técnica Completa 2026
Tipos de embobinado, proceso de rebobinado certificado paso a paso, normas IEEE/IEC/EASA, pruebas eléctricas, costos típicos y matriz de decisión rebobinado vs reemplazo. Escrito por ingenieros TEMISA con 70 años de experiencia electromecánica industrial — uno de los pocos talleres certificados CFE LAPEM en México.
El embobinado de un motor eléctrico industrial es el corazón del activo. Determina su eficiencia, su vida útil, su comportamiento térmico, su capacidad de soportar variadores de frecuencia y, en última instancia, cuánto le cuesta a la planta operar ese motor durante los próximos 20-30 años.
Sin embargo, en México la mayoría de los rebobinados se hacen en talleres que queman las bobinas con flama directa, aproximan el calibre de cobre, omiten la prueba del núcleo magnético, saltan la impregnación bajo vacío y presión (VPI) y entregan el motor sin protocolo de pruebas. El resultado: motores con pérdidas energéticas significativas durante toda su vida útil, fallas prematuras en operación y paros no programados que terminan costando un múltiplo del ahorro inicial.
Esta guía 2026 — escrita por el equipo de ingeniería de TEMISA, taller con 70 años de operación continua y uno de los pocos en México con certificación CFE LAPEM — cubre todo lo que un comprador técnico, jefe de mantenimiento o auditor debe saber antes de mandar a rebobinar un motor industrial: tipos de embobinado, proceso de rebobinado paso a paso, normas obligatorias (IEEE 43, IEEE 112, IEC 60034, EASA AR100, NEMA MG-1), pruebas eléctricas con valores umbral, costos típicos, los 12 errores más caros que cometen los talleres baratos y la matriz de decisión rebobinado vs reemplazo basada en TCO.
Cómo leer esta guía: 14 secciones técnicas + 12 preguntas frecuentes + tabla comparativa de tipos de embobinado, clases de aislamiento, normas y pruebas. Si necesitas cotización formal, salta al final — o solicita diagnóstico in-situ con ingeniero TEMISA.
Tabla de contenidos
- ¿Qué es el embobinado de un motor eléctrico?
- Anatomía técnica: estator, rotor, ranuras, polos y devanados
- Los 7 tipos de embobinado industrial — tabla comparativa
- Clases de aislamiento (A/B/F/H/C) y por qué importan
- 10 señales de que tu motor necesita rebobinado urgente
- Proceso completo de rebobinado certificado — 14 pasos
- Normas técnicas obligatorias: IEEE, IEC, EASA, NEMA
- Pruebas eléctricas obligatorias después del rebobinado
- Rebobinado vs reemplazo: matriz de decisión TCO
- Eficiencia post-rebobinado y cómo NO perder IE3/IE4
- Los 12 errores más caros de los talleres baratos
- Por qué un taller CFE LAPEM cambia las reglas del juego
- Preguntas frecuentes — 12 Q&A
01
¿Qué es el embobinado de un motor eléctrico?
El embobinado de un motor eléctrico es el conjunto de bobinas de cobre esmaltado o aislado que, al circular corriente eléctrica, genera el campo magnético rotativo que hace girar al rotor. En motores de inducción trifásicos (los más comunes en la industria) el embobinado está en el estator y crea el campo magnético rotativo; en motores DC y síncronos, hay devanado tanto en estator como en rotor.
Técnicamente, un embobinado se define por: número de polos (determina la velocidad sincrónica), número de ranuras en el estator, número de vueltas por bobina, calibre del conductor (AWG o mm²), tipo de conexión (estrella o delta), paso de bobina (acortado para reducir armónicos) y clase de aislamiento (F, H, etc.).
Cuando hablamos de rebobinado, nos referimos al proceso de reemplazar este conjunto completo cuando ha fallado por cortocircuito, sobrecalentamiento, contaminación, envejecimiento térmico, daño físico o degradación del aislamiento. Un rebobinado certificado replica exactamente el diseño original (mismo calibre, mismas vueltas, mismo paso) usando materiales modernos (clase F o H, esmaltes para variadores PWM) e incluye pruebas eléctricas finales bajo norma. Un rebobinado mal hecho convierte un motor industrial costoso en chatarra eléctrica.
02
Anatomía técnica del embobinado: estator, rotor, ranuras, polos

Para entender el rebobinado hay que conocer la estructura del motor:
- Estator: parte estática del motor. Aloja el devanado principal en sus ranuras. Construido por laminaciones de acero al silicio de bajo carbono, apiladas y aisladas entre sí para minimizar pérdidas por corrientes parásitas (Foucault).
- Ranuras: los canales axiales en el estator donde se alojan las bobinas. Su forma (abierta, semi-cerrada, cerrada), número y geometría determinan la capacidad de cobre y la distribución del flujo.
- Polos: el número de polos define la velocidad sincrónica: n_s = 120×f/P. Para 60 Hz y 4 polos = 1,800 RPM, 6 polos = 1,200 RPM, 8 polos = 900 RPM. Un motor de 2 polos a 60 Hz gira a 3,600 RPM.
- Devanado: el conjunto de bobinas conectadas eléctricamente. Puede ser de una capa (single layer), dos capas (double layer) o múltiples vías paralelas según diseño.
- Rotor: parte rotativa. En motores de inducción puede ser jaula de ardilla (barras de aluminio o cobre fundidas) o rotor devanado (con anillos rozantes para arranque por resistencia). En motores síncronos lleva imanes permanentes o devanado de excitación.
Cuando un motor falla por aislamiento (lo más común), el rebobinado interviene el devanado del estator. El núcleo magnético (laminaciones) NO se reemplaza salvo daño severo — pero sí debe inspeccionarse con prueba ELCID o loop test antes de rebobinar, para no instalar bobinas nuevas sobre un estator dañado.
03
Los 7 tipos de embobinado industrial
No todos los embobinados son iguales. El tipo correcto depende de potencia, tensión, velocidad, aplicación y costo. Esta tabla cubre los 7 tipos principales que se usan en la industria.
| Tipo | Descripción | Aplicación típica | Ventajas | Limitaciones |
|---|---|---|---|---|
| Concéntrico | Bobinas de tamaños progresivos colocadas concéntricamente alrededor de un mismo grupo de polos. Cada bobina envuelve a la anterior. | Motores monofásicos pequeños, motores de inducción de baja potencia (<50 HP) y arranque por capacitor. | Fácil de fabricar, menor costo, ideal para producción en serie. | Distribución del flujo magnético no uniforme, mayor pérdida en hierro a altas frecuencias. |
| Distribuido | Las bobinas se distribuyen en varias ranuras adyacentes para cada fase y polo. Crea una FMM más senoidal. | Motores trifásicos industriales de baja y media tensión, generadores síncronos pequeños. | FMM más senoidal, menor distorsión armónica, mejor eficiencia. | Más mano de obra, mayor cantidad de bobinas que conectar. |
| Imbricado (lap winding) | Bobinas que se solapan entre sí. Cada extremo de una bobina conecta con el extremo de la siguiente formando un patrón cruzado. | Motores y generadores de alta corriente y baja tensión, motores DC de potencia, motores de tracción. | Soporta corrientes elevadas, alta densidad de cobre, configuración para múltiples ramas paralelas. | Construcción más compleja, requiere equalizadores en máquinas DC. |
| Ondulado (wave winding) | Bobinas conectadas en serie formando un patrón ondulado a lo largo del estator/rotor sin solaparse. | Motores y generadores de alta tensión y baja corriente, motores DC compactos. | Más simple de fabricar, no requiere equalizadores en DC, ideal para alta tensión. | Menor capacidad de corriente, no apto para máquinas de gran potencia. |
| Fraccionario (fractional-slot) | Número no entero de ranuras por polo y fase. Permite optimizar la FMM en máquinas de imanes permanentes y servomotores. | Servomotores, motores síncronos de imanes permanentes (PMSM), motores de aerogeneradores. | Reducción de cogging torque, mejor utilización del hierro, menor armonía espacial. | Cálculo complejo, requiere diseño especializado. |
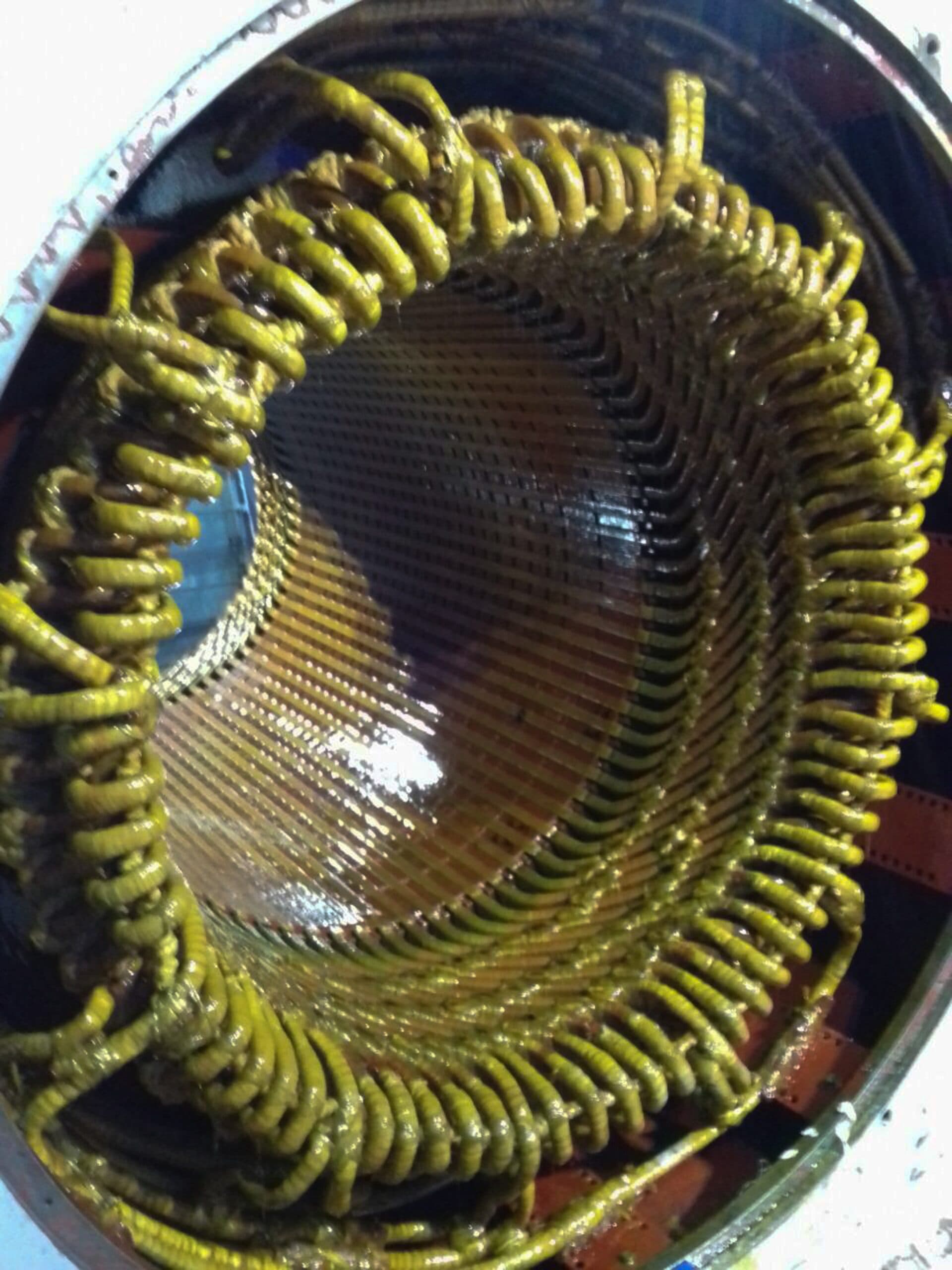
| Bobinas formadas (form-wound) | Bobinas preformadas, individualmente moldeadas y aisladas antes de insertarse en las ranuras del estator. Aislamiento clase F o H con mica-glass. | Motores y generadores de media y alta tensión (2.3-13.8 kV), turbogeneradores, hidrogeneradores. | Aislamiento robusto contra descargas parciales, vida útil 25-40 años, soporta tensiones hasta 25 kV. | Costo elevado, fabricación especializada, tiempo de manufactura mayor. |
| Bobinas aleatorias (random-wound) | Hilos esmaltados (magnet wire) colocados aleatoriamente dentro de la ranura. El aislamiento principal es el esmalte del propio conductor. | Motores industriales de baja tensión hasta 600 V (hasta ~500 HP típicamente). | Costo bajo, fabricación rápida, alta densidad de cobre por ranura. | Limitado a baja tensión (<1 kV), vulnerable a descargas parciales con variadores PWM (dV/dt alto). |
04
Clases de aislamiento: A, B, F, H, C — y por qué importan
La clase de aislamiento define la temperatura máxima de operación continua que puede soportar el sistema de aislamiento del devanado. Cada 10°C de sobre-temperatura reduce la vida útil del aislamiento a la mitad (regla de Arrhenius). Por eso un rebobinado que "baja una clase" (de F a B, por ejemplo) reduce dramáticamente la vida útil del motor.
| Clase | Materiales típicos | Aplicación industrial |
|---|---|---|
| Y (90°C) | Algodón, seda, papel sin impregnar | Obsoleta — no usar en motores industriales modernos. |
| A (105°C) | Algodón, seda, papel impregnado con barniz convencional | Motores antiguos de baja exigencia. Obsoleta para industria pesada. |
| E (120°C) | Resina epóxica + esmalte poliéster | Motores domésticos y pequeños industriales (<50 HP). |
| B (130°C) | Mica, fibra de vidrio + barniz | Motores industriales estándar — siendo reemplazada por clase F. |
| F (155°C) | Mica, vidrio, poliéster-imida con resina epóxica | Estándar industrial actual (NEMA MG-1). Mayoría de motores nuevos. Margen térmico 80°C sobre 75°C ambiente. |
| H (180°C) | Mica, vidrio, silicona, poliamida-imida (Kapton) | Motores de alta exigencia: minería, cementeras, siderurgia, marina. Operación 24/7 con alta carga. |
| C (>180°C) | Mica pura, cuarzo, cerámica | Aplicaciones especiales: hornos industriales, motores nucleares, ambientes extremos. |
Importante: NEMA MG-1 define que un motor clase F operando con elevación de temperatura clase B (80°C) tiene reserva térmica para sobrecarga ocasional. TEMISA siempre rebobina manteniendo o subiendo la clase de aislamiento original — nunca bajándola.
05
10 señales de que tu motor necesita rebobinado urgente

- Resistencia de aislamiento < kV+1 MΩ que no recupera tras secado en horno (IEEE 43-2013).
- Índice de polarización (PI) < 1.0 — aislamiento eléctricamente comprometido.
- Cortocircuito fase-tierra o fase-fase confirmado con surge test o megger.
- Sobrecalentamiento crónico >10°C sobre la temperatura clase de aislamiento en operación nominal.
- Olor a quemado / barniz carbonizado visible en cabezas de bobina (carbonización por temperatura).
- Surge test con distorsión asimétrica >15% entre fases — indica cortocircuitos entre espiras.
- Descargas parciales (DP) >5000 pC en motores AT — aislamiento principal degradado (IEC 60270).
- Tan delta con pendiente positiva >0.5%/kV — envejecimiento severo del aislamiento.
- Falla recurrente de fusibles térmicos o relé de sobrecarga sin causa externa identificable.
- Mancha de aceite o agua en devanado por falla de retenes — contaminación irreversible.
Si tu motor presenta 2 o más de estas señales, programa diagnóstico técnico inmediato. Operar el motor en estado de degradación crítico convierte una intervención preventiva planeada en una falla catastrófica con costo combinado (rebobinado mayor + paro no programado + lucro cesante) que típicamente supera por mucho el costo de actuar a tiempo.
06
Proceso completo de rebobinado certificado — 14 pasos
Este es el protocolo que sigue TEMISA en cada rebobinado, bajo EASA AR100-2020, IEEE 43-2013 e IEC 60034. Cada paso está documentado con foto, medición y firma de ingeniero responsable.

- 01
Recepción y diagnóstico inicial
Inspección visual del estado físico, lectura de placa (Vn, In, Pn, Sn, FP, IE, código NEMA/IEC), inventario de daños visibles. Pruebas eléctricas preliminares: resistencia óhmica de devanados, resistencia de aislamiento, surge comparativo. Fotografías de evidencia. Apertura formal de orden de servicio con código de trazabilidad.
- 02
Desmontaje y desarmado certificado
Marcado de posición de tapas y rotor (no se debe "adivinar" después). Extracción del rotor con grúa y soportes adecuados. Inspección de cojinetes, eje, ventilador, retenes. Marcado de salida de cables y conexión interna. Documentación fotográfica de cada paso.
- 03
Levantamiento del datasheet de devanado original
Antes de quitar las bobinas: contar bobinas por grupo, pasos de bobina, número de vueltas, calibre AWG, número de hilos en paralelo, conexión de fases (estrella/delta), conexión entre polos, esquema de conexión interna. Este datasheet es el plano del rebobinado — sin él, el motor pierde eficiencia o no arranca.
- 04
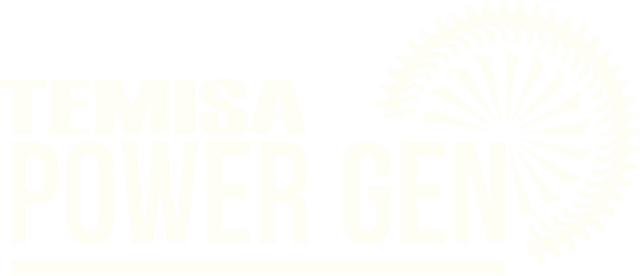
Extracción de bobinas y limpieza del núcleo
Calentamiento controlado en horno a 320-380°C (NO flama directa, que daña el laminado). Extracción mecánica de bobinas. Limpieza ultrasónica del estator. Inspección de laminaciones con prueba ELCID o loop test para detectar daño en el núcleo magnético (fundamental para no rebobinar sobre un estator dañado).
- 05
Reparación del núcleo magnético (si aplica)
Si la prueba ELCID/loop test detecta zonas calientes (hot spots en el laminado), se realiza limpieza puntual, separación de laminaciones con barniz inter-laminar y re-prueba. Si el daño excede el 5% del área activa, se evalúa restack parcial del núcleo. Este paso es el que diferencia a un taller serio: muchos talleres rebobinan sobre estatores dañados y el motor falla prematuramente en operación.
- 06
Diseño y fabricación de bobinas nuevas
Réplica exacta del datasheet original — calibre, vueltas, paso de bobina, aislamiento. Para random-wound: bobinado en máquina automática con tensión controlada. Para form-wound: prensado en moldes específicos, aislamiento mica-glass con resina epóxica, cura en horno bajo perfil térmico controlado.
- 07
Aislamiento de ranura y separación de fases
Forrado de ranuras con material clase F o H (Nomex, mica-glass, mylar según especificación). Separadores de fase entre grupos de bobinas. Cuñas de fijación en boca de ranura (top stick) en madera o material compuesto.
- 08
Inserción de bobinas en el estator
Inserción manual o asistida según diseño. Para form-wound: técnica de inserción radial con verificación de paso. Para random-wound: técnica de "insertion" con bobinadores que controlan tensión. Verificación de holgura para evitar daño al esmalte.
- 09
Conexionado de bobinas y verificación eléctrica
Soldadura de extremos de bobina con material de aporte plata (motores AT) o crimping (motores BT). Verificación de continuidad entre polos. Balance de resistencia óhmica entre fases (<2% de desbalance bajo IEEE 112). Aislamiento de conexiones con cinta mica + tape vidrioso.
- 10
Amarre y conformado del devanado
Amarre de cabezas de bobina con cordón vidrioso impregnado en resina. Conformado mecánico para evitar movimiento durante operación. Verificación de distancias dieléctricas entre fases y a tierra según IEC 60034-1.
- 11
Impregnación bajo vacío y presión (VPI)
Para motores AT: introducción del estator en tanque de impregnación bajo vacío (<5 mbar) para extraer aire, luego inundación con resina epóxica y aplicación de presión (3-5 bar) para penetración total. Este paso es CRÍTICO — sin VPI las descargas parciales destruyen el aislamiento en 1-3 años. Para motores BT: barniz por inmersión con goteo controlado.
- 12
Curado en horno con perfil controlado
Curado de resina/barniz en horno con rampa térmica programada (típicamente 130°C → 155°C → 165°C con tiempos de meseta específicos). Sin curado correcto, la resina no polimeriza y el aislamiento es vulnerable a humedad y temperatura.
- 13
Re-armado del motor y verificación mecánica
Inserción del rotor con marcado original. Montaje de cojinetes nuevos (recomendado siempre — el cojinete usado tiene fatiga acumulada). Ajuste de holgura axial. Balanceo dinámico del rotor bajo ISO 21940-11 (grado G2.5 para motores estándar, G1 para alta velocidad).
- 14
Pruebas eléctricas y mecánicas finales
Protocolo completo: Megger IEEE 43, índice de polarización, hipot AC/DC IEEE 95, surge comparativo, descargas parciales (motores >2.3 kV), prueba en vacío con medición de corriente y vibración, prueba a carga nominal en banco. Emisión de protocolo de pruebas firmado por ingeniero responsable con cédula. Sin este documento el motor NO se libera.
07
Normas técnicas obligatorias: IEEE, IEC, EASA y NEMA
Un rebobinado serio se rige por normas técnicas internacionales, no por la "experiencia" del taller. Estas son las que aplican:
- IEEE 43-2013 — Recommended Practice for Testing Insulation Resistance of Electric Machinery. Define cómo medir IR y PI, valores umbral, corrección por temperatura.
- IEEE 95-2002 — Recommended Practice for Insulation Testing of AC Electric Machinery (2300V and Above) with High Direct Voltage. Hipot DC en motores de media y alta tensión.
- IEEE 112-2017 — Standard Test Procedure for Polyphase Induction Motors and Generators. Define mediciones de eficiencia (Métodos A, B, C, D, E, F).
- IEEE 286-2000 — Recommended Practice for Measurement of Power Factor Tip-Up of Electric Machinery Stator Coil Insulation. Pruebas tan delta.
- IEC 60034-1 — Rotating electrical machines. Especificación general: clasificación, rendimiento, márgenes.
- IEC 60034-2-1 — Methods for determining losses and efficiency. Equivalente europeo de IEEE 112.
- IEC 60034-18 — Functional evaluation of insulation systems. Evaluación de sistemas de aislamiento.
- IEC 60270 — Partial discharge measurements. Pruebas de descargas parciales offline.
- IEEE 1434-2014 — Guide for the Measurement of Partial Discharges in AC Electric Machinery. DP en máquinas rotativas.
- EASA AR100-2020 — Recommended Practice for the Repair of Rotating Electrical Apparatus. La norma de oro mundial para talleres de rebobinado.
- NEMA MG-1-2021 — Motors and Generators. Estándar norteamericano de fabricación y operación.
- ISO 10816-3 — Mechanical vibration evaluation. Vibración aceptable en máquinas eléctricas grandes.
- ISO 21940-11 — Mechanical balance. Balanceo de rotores rígidos.
- CFE LAPEM W6000-20 — Especificación CFE para talleres de rebobinado de motores. Obligatoria para activos CFE.
- NOM-001-SEDE-2012 — Norma oficial mexicana de instalaciones eléctricas. Aplica al motor cuando se reinstala en la planta.
08
Pruebas eléctricas obligatorias después del rebobinado
Un motor rebobinado NO debe liberarse sin estas pruebas. Si el taller no las realiza o no entrega protocolo firmado por ingeniero, exígelas. Sin protocolo, no hay garantía.
| Prueba | Norma | Criterio de aceptación |
|---|---|---|
| Resistencia óhmica de devanados | IEEE 112 / IEC 60034-1 | Balance entre fases <2%, valor coincide con cálculo original ±5% |
| Resistencia de aislamiento (IR) | IEEE 43-2013 | IR (60s) > kV + 1 MΩ a 40°C corregida (mínimo absoluto) |
| Índice de polarización (PI) | IEEE 43-2013 | PI = IR(10min)/IR(1min) ≥ 2.0 aceptable, ≥ 4.0 excelente |
| Hipot DC | IEEE 95-2002 | 1.7× (2×Vn + 1000V) por 1 min, sin disrupción |
| Hipot AC | IEC 60034-1 | 2×Vn + 1000V por 1 min, corriente fuga estable |
| Surge comparativo | EASA AR100 | Distorsión asimétrica entre fases <5%, sin colapso de forma de onda |
| Descargas parciales (DP) | IEC 60270 / IEEE 1434 | Magnitud típica <500 pC en operación nominal (motores >2.3 kV) |
| Tan delta (factor de potencia) | IEEE 286 | tan δ < 1% a tensión nominal, sin pendiente positiva con tensión |
| Vibración en vacío y a carga | ISO 10816-3 | Zona A o B (vibración aceptable) — depende clase motor |
| Termografía a carga nominal | NETA MTS-2019 | Sin hot spots >10°C sobre temperatura clase aislamiento |
09
Rebobinado vs reemplazo: matriz de decisión basada en TCO
La pregunta más cara que un gerente de mantenimiento puede contestar mal. La respuesta correcta depende de 6 variables:
- Costo del rebobinado certificado vs precio motor nuevo equivalente con eficiencia IE3/IE4.
- Edad del motor — >25 años suele convenir reemplazar.
- Disponibilidad de refacciones — si el OEM ya no fabrica el estator, reemplazar.
- Horas de operación anuales — alto uso justifica eficiencia premium del motor nuevo.
- Costo de paro — si el reemplazo requiere obra civil/eléctrica adicional, rebobinar es más rápido.
- Tensión nominal — motores AT (>2.3 kV) con form-wound casi siempre conviene rebobinar.
Regla TEMISA: rebobinar si:
- Costo rebobinado < 65% del precio motor nuevo IE3/IE4
- Edad del motor < 20 años
- Bobinas formadas (form-wound) en buen estado del núcleo
- Refacciones del OEM aún disponibles
- Aplicación crítica donde el paro extra del reemplazo cuesta más que el delta del rebobinado
Reemplazar si: motor de edad avanzada con eficiencia obsoleta (IE1), núcleo magnético dañado de forma significativa, sin refacciones OEM disponibles, u operación de alto régimen donde el ahorro energético de un IE4 paga el delta de inversión en un horizonte aceptable según el análisis financiero del cliente.
10
Eficiencia post-rebobinado: cómo NO perder 1-3%

El estudio conjunto EASA / AEMT de 2003 (y su actualización 2019) demostró que un rebobinado siguiendo EASA AR100 mantiene la eficiencia original del motor con pérdida prácticamente despreciable. Los talleres que no siguen el protocolo pueden degradar la eficiencia varios puntos porcentuales, lo cual se traduce en pérdidas energéticas que se acumulan durante toda la vida útil del motor:
- En motores de baja potencia con operación parcial el impacto económico es notable pero contenido.
- En motores de media potencia con operación continua el impacto se vuelve significativo cada año.
- En motores de gran potencia con operación 24/7 el impacto puede representar pérdidas energéticas considerables que justifican por sí solas el costo de un rebobinado certificado.
Los 5 factores que preservan la eficiencia post-rebobinado:
- Quemado de bobinas en horno controlado a temperatura específica (NO flama directa).
- Cobre del calibre AWG exacto al original — no aproximaciones.
- Número de vueltas y paso de bobina réplica exacta del datasheet original.
- Clase de aislamiento igual o superior a la original.
- Impregnación VPI completa con cura controlada (no goteo manual).
11
Los 12 errores más caros de los talleres baratos
Estos errores son los que diferencian un taller serio de uno improvisado. Si el taller que está cotizando tu motor comete cualquiera de estos, busca otro:
- Error #1: Quemar bobinas con flama directa (daña laminado del estator irreversiblemente)
- Error #2: No levantar datasheet original — "calcular de cero" pierde eficiencia 2-5%
- Error #3: Usar cobre de calibre cercano pero no idéntico (densidad de corriente cambia)
- Error #4: Omitir prueba ELCID antes del rebobinado (rebobinar sobre estator dañado)
- Error #5: Aislamiento clase inferior a la original (clase B en lugar de F o H)
- Error #6: Saltar VPI (impregnación bajo vacío y presión) — fatal para motores AT
- Error #7: Curado de resina con perfil térmico incorrecto (polimerización incompleta)
- Error #8: No reemplazar cojinetes durante el rebobinado (fatiga acumulada falla en meses)
- Error #9: No balancear rotor post-armado (vibración + falla mecánica prematura)
- Error #10: Saltar surge test y hipot final (no detectan defectos de bobina)
- Error #11: Emisión de protocolo sin firma de ingeniero responsable (no liberable CFE/auditoría)
- Error #12: Documentación incompleta — sin trazabilidad para garantía y auditoría
12
Por qué un taller certificado CFE LAPEM cambia las reglas del juego
CFE LAPEM (Laboratorio de Pruebas de Equipos y Materiales) es el laboratorio acreditado de Comisión Federal de Electricidad que certifica talleres para la reparación de equipos eléctricos rotativos. Para motores, la certificación aplicable es W6000-20; para generadores, W4200-12.
En México existen menos de 5 talleres con certificación CFE LAPEM vigente para rebobinado de motores y generadores industriales. TEMISA es uno de ellos.
¿Por qué importa?
- Los activos en plantas CFE, en minería con suministro CFE, en cogeneración conectada al SEN, y en cualquier instalación bajo NOM-001-SEDE-2012 SOLO pueden ser liberados por talleres certificados LAPEM.
- La certificación es auditada anualmente por CFE — incluye verificación de procesos, equipos de prueba calibrados con trazabilidad metrológica, ingenieros con cédula y SGC bajo ISO 9001:2015.
- Si un activo es rebobinado en taller no certificado y falla en operación bajo CFE, la responsabilidad recae sobre la empresa operadora — no sobre el taller. CFE puede emitir multas y suspender liberación operativa.
- La certificación CFE LAPEM también es referencia en auditorías de aseguradoras, OEMs internacionales y auditorías corporativas (Sox, ISO 55001 gestión de activos).
¿Necesitas cotización formal para rebobinar tu motor?
TEMISA ofrece diagnóstico técnico in-situ y cotización formal por proyecto. Para motores eléctricos industriales contacta al grupo TEMISA. Para generadores eléctricos industriales atendemos directamente desde TEMISA Power Gen bajo CFE LAPEM W4200-12.
FAQ
Preguntas frecuentes
Preguntas que recibimos con frecuencia. ¿No encuentras la tuya? Escríbenos a ventas@temisa.mx.
¿Cuál es la diferencia entre embobinado y rebobinado de un motor eléctrico?
El embobinado es el proceso original de fabricación de las bobinas que conforman los devanados del estator (y, en algunos casos, del rotor) de un motor eléctrico. El rebobinado es la reparación o reemplazo de ese embobinado cuando falla por cortocircuito, sobrecalentamiento, contaminación, envejecimiento o daño físico. En la industria los términos se usan de forma intercambiable, pero técnicamente embobinar es construir, rebobinar es reparar.
¿Cuánto cuesta el rebobinado de un motor eléctrico industrial?
El costo depende de potencia, tensión, tipo (random wound vs form wound), clase de aislamiento, velocidad, complejidad del datasheet original y materiales requeridos. No existe una cifra estándar — cada activo se cotiza por proyecto tras diagnóstico técnico. Lo importante: el precio más bajo del mercado suele costar más a largo plazo cuando incluyes el riesgo de falla prematura por rebobinado mal ejecutado. TEMISA cotiza por proyecto con alcance técnico detallado bajo orden de servicio formal.
¿Cuándo conviene rebobinar un motor en lugar de comprar uno nuevo?
Regla práctica de la industria: si el costo del rebobinado certificado representa una fracción significativa menor al motor nuevo equivalente con eficiencia premium (IE3/IE4), conviene rebobinar. Conviene reemplazar cuando el motor es muy antiguo, cuando el OEM ya no fabrica refacciones críticas del estator, o cuando la eficiencia post-rebobinado caería por debajo del estándar IE3 vigente. En motores de alta tensión y bobinas formadas (form-wound) casi siempre conviene rebobinar porque su construcción es modular y la eficiencia se preserva si el taller sigue EASA AR100. La decisión final se toma con un análisis técnico-económico por proyecto, no con regla genérica.
¿Un motor rebobinado pierde eficiencia respecto al original?
Si el rebobinado se hace bajo EASA AR100 y NEMA MG-1 con todos los protocolos correctos (quemado controlado, calibre de cobre exacto, VPI, curado térmico programado), la pérdida de eficiencia es mínima — prácticamente imperceptible según los estudios EASA/AEMT 2003 y 2019. Si se hace con malas prácticas, la pérdida puede ser significativa y representar pérdidas energéticas importantes durante la vida útil del motor. Por eso la certificación EASA y el uso de cobre del calibre exacto al original importan tanto.
¿Cuánto tarda el rebobinado de un motor eléctrico industrial?
El tiempo depende de potencia, tensión, tipo de bobinado (random wound vs form wound), disponibilidad de materiales y carga actual del taller. Cada proyecto se cotiza con un cronograma específico documentado en orden de servicio formal — no en estimaciones verbales. Para emergencias de planta, los procesos pueden comprimirse con esquemas de turnos extendidos. TEMISA emite el plan de trabajo con hitos verificables en cada proyecto.
¿Qué normas debe cumplir un rebobinado certificado en México?
Las normas técnicas mínimas son: IEEE 43-2013 (resistencia de aislamiento e índice de polarización), IEEE 95-2002 (hipot DC), IEEE 112 (eficiencia), IEC 60034-1 (especificación general), IEC 60034-2-1 (eficiencia), IEC 60034-18 (sistemas de aislamiento) y EASA AR100-2020 (procedimientos de rebobinado). Para liberación en activos CFE: certificación W6000-20 del taller. Para motores en plantas con NOM-001-SEDE-2012 vigente: documentación trazable de aislamiento y pruebas.
¿Qué pruebas eléctricas deben hacerse después de un rebobinado?
Protocolo mínimo: 1) Resistencia óhmica de devanados (balance entre fases <2%), 2) Resistencia de aislamiento Megger IEEE 43 (>kV+1 MΩ a temperatura corregida), 3) Índice de polarización (PI >2.0 mínimo, >4.0 ideal), 4) Surge test comparativo entre fases (sin distorsión asimétrica), 5) Hipot AC o DC bajo IEEE 95 (1.5×Vn+1000V por 1 min), 6) Prueba de descargas parciales bajo IEC 60270 para motores >2.3 kV, 7) Prueba en vacío y a carga nominal con medición de vibración ISO 10816 y termografía. Sin este protocolo completo, el rebobinado NO debe darse por liberado.
¿Qué pasa si el taller que rebobina mi motor no es certificado CFE LAPEM?
Si tu motor opera en una instalación CFE (centrales termoeléctricas, hidroeléctricas, minería con suministro CFE) o requiere liberación bajo CFE LAPEM, un rebobinado en taller no certificado NO podrá ser liberado para operación. CFE rechaza el activo en re-energización y exige rebobinado en taller certificado W6000-20. Resultado: pagas dos veces el rebobinado + paro extendido + multa por incumplimiento. TEMISA es uno de los pocos talleres en México con W6000-20 vigente para motores y W4200-12 para generadores.
¿Cómo sé si mi motor necesita rebobinado o solo mantenimiento menor?
Indicadores de rebobinado obligatorio: 1) Cortocircuito fase-tierra confirmado, 2) Resistencia de aislamiento <kV+1 MΩ que no recupera tras secado, 3) Índice de polarización <1.0, 4) Surge test con distorsión asimétrica >15% entre fases, 5) Sobrecalentamiento crónico (>10°C sobre clase F en operación nominal), 6) Olor a quemado / aislamiento carbonizado visible. Si solo hay contaminación superficial (polvo, humedad), un mantenimiento con limpieza + secado + re-impregnación puede ser suficiente. La diferencia la hace el diagnóstico técnico, no la intuición del operador.
¿Qué tipo de cobre se usa en un rebobinado certificado?
Cobre electrolítico de alta pureza (>99.9% Cu) con esmalte de poliimida-amida o poliéster-imida según clase de aislamiento. Para clase F (155°C): esmalte poliéster-imida grado 2. Para clase H (180°C): esmalte poliamida-imida (Kapton) grado 2. El calibre (AWG) y número de hilos en paralelo debe replicar exactamente el cálculo original — si el taller "aproxima" con calibre cercano, la densidad de corriente cambia y el motor opera con sobre-temperatura. TEMISA documenta el certificado de origen del cobre en cada orden.
¿Se puede rebobinar un motor de alta tensión en el mismo lugar de la planta?
El rebobinado completo NO. Requiere: extracción del rotor, retiro de bobinas en horno controlado a temperatura específica, limpieza ultrasónica del estator, fabricación de bobinas nuevas en bancos especializados, impregnación bajo vacío y presión (VPI), curado en horno y pruebas eléctricas en banco. Todo esto solo es posible en taller con infraestructura específica (5,600 m² + grúas + hornos VPI + bancos de pruebas hasta 25 kV en el caso de TEMISA). Lo que SÍ se hace en sitio: diagnóstico, limpieza superficial, secado, re-impregnación menor y pruebas predictivas.
¿TEMISA atiende rebobinado de motores en otras ciudades de México y Centroamérica?
Sí. Atendemos toda la República Mexicana y Centroamérica con servicio en taller (Tlajomulco de Zúñiga, Jalisco — 5,600 m²) y diagnóstico/desmontaje/transporte en campo. Cubrimos minería del norte (Sonora, Chihuahua, Zacatecas), cementeras del Bajío, petroquímica del Golfo (Veracruz, Tabasco), ingenios azucareros del sureste y plantas industriales en Centroamérica vía corredor Tapachula-Tecún Umán. Para emergencias 24/7 hay logística de extracción y transporte certificado.
Recursos relacionados
Profundiza con estos artículos técnicos TEMISA
7 señales de falla en generadores eléctricos
Detección temprana de fallas en generadores: vibración ISO 10816, termografía, DP, AVR.
Leer artículoServicio de rebobinado TEMISA Power Gen
Rebobinado certificado de generadores síncronos, turbogeneradores e hidrogeneradores bajo CFE LAPEM.
Ver servicioPruebas eléctricas certificadas
IEEE 43 (Megger + PI), IEEE 95 (hipot DC), surge test EASA, descargas parciales IEC 60270.
Ver servicioContacto
¿Tu generador
necesita servicio?
Respuesta prioritaria a tu solicitud. Atendemos urgencias 24/7 en todo México.
Oficinas
+52 33 3614 2460Correo de cotizaciones
ventas@temisa.mxServicio de emergencia
24 / 7 — todo México